About Us | United Chemical - Sodium cyanide manufacturers (陕西二联化工)
Company Name: Shaanxi United Chemical Co., Ltd. (陕西二联化工)
Experience: Over 30 years in the chemical industry
Headquarters: Shaanxi, China
Website: www.unitedchemicalcn.com
Featured Product: Sodium Cyanide (CAS: 143-33-9)
As a leading manufacturer and supplier specializing in chemical products, we proudly present our flagship product — Sodium Cyanide . Engineered using advanced production processes and rigorous quality controls, our high-quality Sodium Cyanide is widely used in gold extraction, chemical synthesis, and mining industries worldwide. Our commitment to innovation and excellence ensures that our product meets international standards, making us a trusted global supplier. Discover reliable performance and exceptional service with our Sodium Cyanide today.
Contact Us
TEL/WeChat:+86 17392705576
WhatsApp:+86 17392705576
Email:info@unitedchemicalcn.com
Website:https://www.unitedchemicalcn.com
Address: Jinhui Global, Qujiang District,Xi'an, Shaanxi Province, China
Company Overview
Shaanxi United Chemical Co., Ltd.(referred to as United Chemical or United Chemicals) is a comprehensive high-tech enterprise focusing on the R&D, production, and sale of various chemicals, including hydrocyanic acid derivatives, mining chemicals, explosives, fine chemicals, and industrial chemicals.
Since our establishment, United Chemical has rapidly grown into a trusted partner across multiple industries both domestically and internationally. Our products are used in mining, environmental protection, manufacturing, food, healthcare, and water treatment, providing innovative, efficient, and sustainable chemical solutions to our clients.
As an industry-leading global chemical supplier, United Chemical has an experienced and skilled R&D team that not only excels in traditional chemistry but also actively invests in green chemical technology to help clients balance economic and environmental benefits.
Our Business Scope
United Chemical's products and services cover a number of key areas, including:
1.Hydrocyanic Acid Derivatives | Fine Chemicals
United Chemical's hydrocyanic acid derivatives series fine chemicals product line focuses on providing a variety of high-purity and high-value-added chemical products to meet the diverse needs of the fine chemical industry. Including pharmaceutical intermediates, agricultural chemicals and flavors and fragrances. These products are subject to strict quality control and high-precision purification processes and are suitable for a variety of industries such as pharmaceuticals, agriculture and daily chemicals.
The company is driven by technological innovation and continuously expands product applications to ensure that the quality and purity of the products meet international leading standards.
With advanced production processes, the company is able to provide customized chemical products according to the special needs of customers, ensuring that their purity and quality meet the most stringent standards.
Provide customized, high-purity products for the fine chemical market, which are widely used in the pharmaceutical, agricultural and daily chemical fields to meet the diverse needs of different industries.
· Key Products: Ketones, Amines, Alcohols, Amines, Esters, Carboxyls, Ethers, Aldehydes, Phenols.
· Applications: Pharmaceuticals, agrochemicals, synthetic chemistry, electronics.
· Technical Advantage: Advanced separation and purification techniques meet the rigorous standards required by the pharmaceutical and industrial sectors.
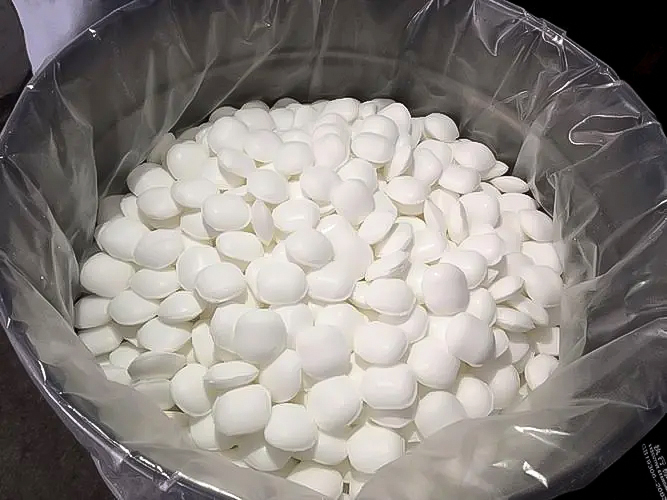
Featured Product: Sodium Cyanide (CAS: 143-33-9)
As a leading factory and supplier company specializing in chemical products, we proudly present our flagship product— Sodium Cyanide . Engineered using advanced production processes and rigorous quality controls, our high-quality Sodium Cyanide is widely used in gold extraction, chemical synthesis, and mining industries worldwide. Our commitment to innovation and excellence ensures that our product meets international standards, making us a trusted global supplier. Discover reliable performance and exceptional service with our Sodium Cyanide today.
Among these, sodium cyanide (CAS: 143-33-9), our flagship product, is a cornerstone of the hydrocyanic acid derivatives series, widely used in gold mining, chemical synthesis, and the mining industry. Produced using state-of-the-art manufacturing processes and subjected to rigorous quality control, our sodium cyanide ensures high purity and stability, meeting the demands of global customers.
· Product Features
- High Purity: Purity exceeds 98%, complying with international standards.
- Strong Stability: Maintains consistent performance across various environmental conditions.
- High Safety: Adheres strictly to global safety standards, ensuring safety during transportation and use.
· Applications
- Gold Mining: A critical reagent in gold extraction, enhancing ore recovery rates.
- Mining: Widely applied in the extraction and processing of other metal ores.
· Quality Assurance
United Chemical employs advanced production equipment and a stringent quality management system, ensuring every batch of sodium cyanide undergoes comprehensive testing and validation. Our products are certified under the ISO 9001 quality management system and meet global mining and chemical industry standards.
2.Mining Chemicals
· ·Product categories: Collectors, frothers, activators, inhibitors, pH regulators, flocculants, dispersants, leaching agents, mineral processing regulators, etc.
· ·Application scenarios: Flotation, leaching, and mineral separation of metal and non-metallic ores, widely used in the extraction and refining of gold, copper, lead, zinc, nickel, iron and other minerals.
· ·Innovation: We provide customized mining chemical solutions and optimize the formulation of reagents according to the properties of different ores to maximize recovery and reduce waste generation.
3.Mining Explosives
In the mining process, efficient blasting products are the key to ensuring mining efficiency and safety.
United Chemical provides a series of mining explosives and supporting solutions, which are designed for mining environments and can operate efficiently in complex mining areas and harsh conditions.
The company's products include digital electronic detonators, detonating cord detonators, emulsion explosives, ammonium nitrate explosives and other mining explosives, which can meet the diverse needs of open-pit mining and underground/underground mines.
United Chemical's mining explosives products not only have superior performance and strong explosive power, but also have good environmental adaptability, which helps to reduce the impact of dust and vibration from blasting operations in mining areas on the environment.
4.Industrial & Environmental Chemicals
United Chemical offers a wide range of industrial chemicals, including water treatment chemicals, organic chemicals, inorganic chemicals, pigments and dyes, acids, agricultural chemicals and pharmaceutical chemicals.
These products are widely used in water treatment, manufacturing, agriculture and pharmaceutical industries. The company is committed to meeting customer needs with high-standard products and providing technical support to ensure the efficiency and safety of products in practical applications.
United Chemical also provides a series of environmentally friendly chemicals to help companies achieve green production and environmental protection. The company's products cover water treatment chemicals and waste treatment solutions to ensure that companies minimize pollutant emissions during the production process and comply with global environmental regulations. We help customers establish an efficient and economical environmental protection system and jointly promote sustainable development.
· Product categories: including disinfectants, dephosphorizers, activated carbon, flocculants and other water treatment agents.
· Application scenarios: Municipal and industrial wastewater treatment, air purification, soil remediation and other environmental protection projects, helping customers maintain compliance operations under strict environmental regulations.
· Environmental protection commitment: Our water treatment chemicals can effectively reduce pollutant content, meet international environmental standards, and provide green production solutions for enterprises.
5.Ore Testing & Technical Support
United Chemical's technical team is distributed around the world and has laboratories in Southeast Asia and other regions. We provide customers with a full range of services from experimental analysis, on-site technical support to solution optimization, ensuring that every project can be carried out smoothly and achieve the best results from design to implementation. Whether it is mining chemical solutions or blasting technical support, our technical team can tailor solutions for customers to improve the overall efficiency of the project.
· Service content: ore composition testing, ore flotation test, mineral processing technology optimization, and customized reagent use solutions.
· Customer support: We provide customers with one-stop ore analysis and technical consulting services to help mining companies improve resource utilization and reduce operating costs.
R&D and technological advantages
R&D strength:
United Chemical has a professional R&D center and cooperates with many well-known universities and research institutions at home and abroad to ensure product innovation and technological leadership. Our R&D team is composed of senior chemical experts, focusing on improving the performance of mining reagents and developing more environmentally friendly chemical solutions.
High-purity separation technology
Adopt advanced separation and purification processes to ensure that the purity of the product meets the highest industry standards.
Applicable to pharmaceutical-grade production, ensuring that the quality and performance of the product meet high-demand application areas.
Advanced production equipment
Equipped with world-leading production facilities, it can achieve efficient large-scale production and rapid customization of products.
Through precise production control systems, batch consistency is ensured to provide reliable product quality.
Laboratories and equipment:
We have established advanced laboratories and testing equipment in many places in Southeast Asia and China, which can conduct comprehensive ore composition analysis and experiments to ensure stable and reliable product quality. At the same time, relying on modern production equipment, we have achieved efficient production processes and strict quality control.
Customized solutions:
We tailor chemical formulations and processing solutions based on the customer's ore type and process requirements, providing full support from experiments to practical applications to help customers optimize mineral recovery and maximize economic benefits.
Strict quality control
Each batch of products undergoes a strict quality control process to ensure that it meets the quality standards of the global pharmaceutical and chemical industries.
From raw material procurement to final product delivery, we strictly follow international standards such as ISO and GMP to provide customers with high-quality products.